고정 헤더 영역
상세 컨텐츠
본문
전에 구매하여 알루미늄 전용으로 사용하고 있는 HITACHI 300GHR은 용접 성능은 정말 두말이 필요 없을 정도로 좋지만 원래 자동화용접 전용기로 나온 것이라 수용접으로 사용할 때 부족한 기능이 있다.

조작패널을 보면 알 수 있지만 업 슬로프, 다운슬로프, 크레이터 기능이 없는데 그것은 토치 스위치를 누르면 바로 본전류로만 용접이 된다는 뜻.
그래도 용접은 잘 되지만 크레이터 정도는 있었으면 하는 생각에 리모컨과 페달을 통한 전류 제어 기능을 추가하기로 했다.

후면에 두 개의 커넥터가 있는데 자동화용접 옵션과 연결되는 것으로 추정된다.
필요한 정보는 후면 커넥터의 핀 별 기능이다.
하지만 이 용접기는 어디서도 관련 정보를 찾을 수 없었다.
일본 히타치 측에도 정보제공을 요청해봤지만 불가하다는 답변.
어쩔 수 없이 회로와 배선을 보고 기능을 찾아야 한다.

일단 용접기 커버를 열고 회로를 살펴본다.

특이하게 고압 발생기가 2개로 구성되어 있다.

전면 토치 스위치 커넥터.
103과 108은 토치 스위치인데 10,16은 어떤 기능인지 모른다.
배선의 두께로 보았을 때 전력공급용은 아니고 제어용 인 것으로 보이는데 2개의 선으로 어떤 제어를 하는지 아직 모른다.
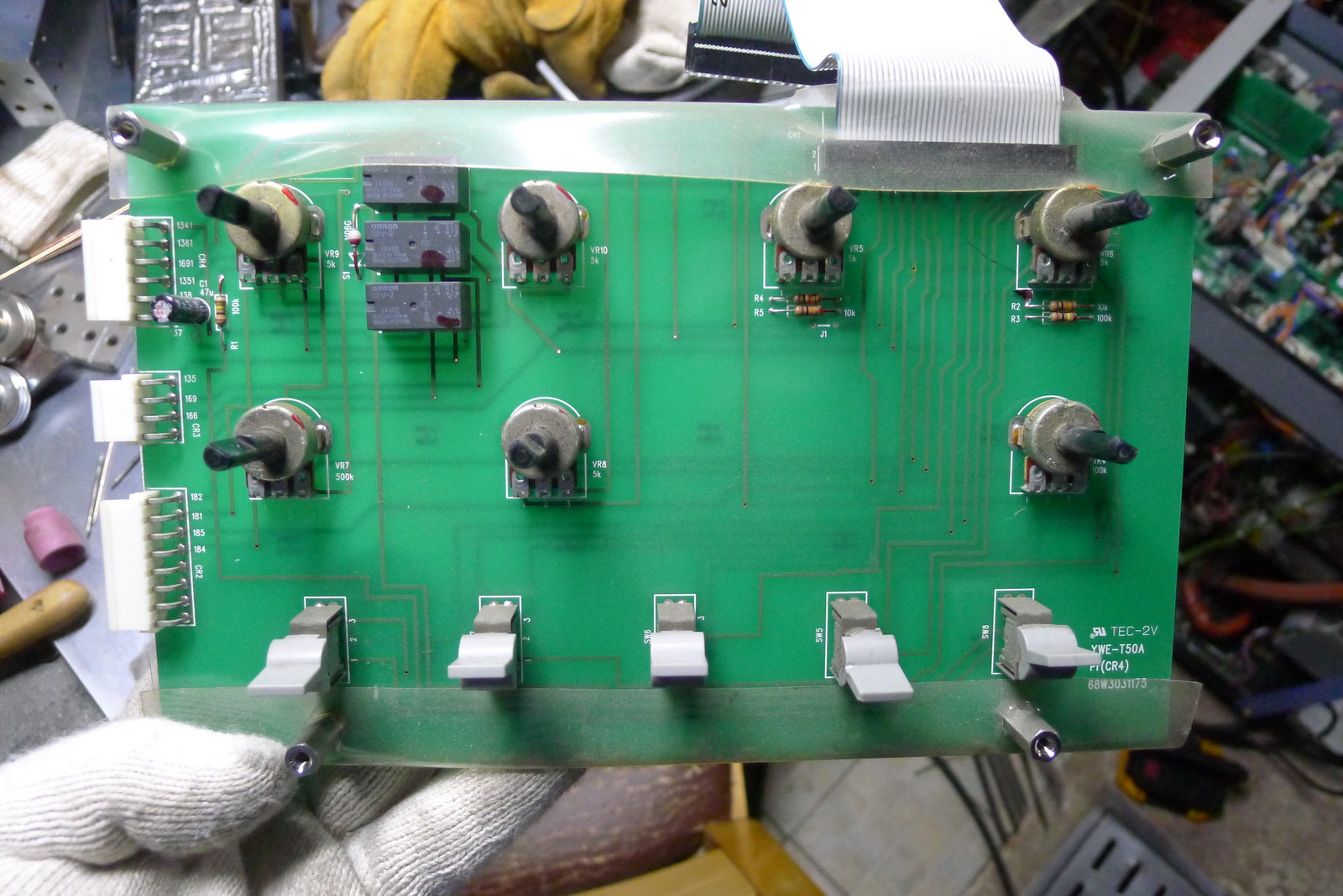
전면 패널을 분리하여 각 기능별 퍼텐쇼미터의 연결을 확인한다.

분석을 해야 할 후면 커넥터이다.
103과 108이 있는 작은 커넥터가 외부 리모컨이나 제어 패널용으로 추측.

커넥터는 MS3102A20-29S.
연결될 커넥터 MS3106A20-29P를 주문.

전면 패널의 배선 연결에서 후면 커넥터의 핀 별 기능을 유추한다.

회로 구성.
리모컨에 용접 전류와 베이스 전류 컨트롤을 위한 두 개의 퍼텐쇼미터를 넣고 페달에도 전류 컨트롤을 위한 하나의 퍼텐쇼미터를 넣을 생각이다.
리모컨의 용접 전류 컨트롤은 페달을 최대로 밟았을 때 최대 전류를 제한하는 용도가 된다.

굴러다니는 FIBOX 하나를 쓰기로 했다.
사이즈가 작긴 한데 일단 써보고 불편하면 케이스를 바꾸면 되니 큰 문제는 안될 것이다.

지금까지 경험으로 히타치 용접기는 5㏀ 퍼텐쇼미터를 컨트롤용으로 사용하고 있었기에 Tocos RV24YN-20S 5㏀ 짜리 한 박스와 노브들을 주문했다.

케이스 커버에 퍼텐쇼미터 홀을 가공하고 장착.

노브를 끼우니 간격이 좀 아쉽긴 하나 사용에 문제가 있을 정도는 아니다.

이제 페달을 준비해야 한다.
전에 구매해 두었던 밀러 RFCS-14 페달이 하나 있었는데 튼튼한 구조이고 원래 용접용으로 나온 것이기에 풋컨트롤 범위가 적당하여 이걸 가공해보려고 한다.

내부구조는 이렇다.

토치 스위치 역할을 하는 마이크로 스위치.
벨트를 재설치할 때에는 퍼텐쇼미터 축에 장착된 기어를 화살표 방향으로 끝까지 돌리라는 설명이 있다.

적당한 무게로 안정감을 위한 철재 바닥판. 회로도가 표시되어 있다.
회로도가 필요할 정도의 구조는 아니지만 이런 작은 부분에서 폐쇄적인 일본계 회사들과는 달리 미국이나 유럽 쪽은 사용자에게 정보제공 범위가 확실히 넓다는 것을 다시금 곱씹어보게 된다. 사용자 MOD가 발전하는 것도 이런 배경의 영향이 크다.

퍼텐쇼미터 각 단자 간에 캐패시터가 달려있다.
노이즈 저감과 매끄러운 전압변화를 위한 것으로 판단된다.

발판을 누르는 정도를 벨트와 기어가 장착된 퍼텐쇼미터로 감지하는 구조이다.

이 퍼텐쇼미터를 그대로 사용할 수 있으면 좋으련만 1㏀짜리라 이게 좀 문제가 된다.
차라리 큰 저항이라면 병렬 저항으로 어느 정도 범위를 맞출 수 있을 텐데 저항 범위가 좁다 보니 문제가 복잡해진다.
축이 긴 퍼텐쇼미터는 국내에서는 판매하는 곳을 찾지 못했다.
해외의 물품을 마치 자체 재고인 것처럼 광고하는데 열을 올리는 국내 쇼핑몰들의 열악한 유통구조를 다시 한번 실감.

장축이라는 것 외에 저 기어가 분리가 쉽지 않아서 원래의 벨트를 사용하기 힘들다는 것도 해결해야 할 문제이다.



여러 가지를 고려하다가 3D 프린터용으로 사용되는 부품들로 조합을 했다.
풀리의 지름이 다르면 발판을 눌렀을 때 저항값의 변화 범위가 달라지기 때문에 문제가 된다.
원래의 기어와 지름이 같은 풀리와 커플러, 벨트 등을 구매.
퍼텐쇼미터를 RV24YN-20S 5㏀으로 바꾸고 6mm 축과 가공된 커플러, 풀리, 벨트로 조합.

페달은 리모컨과 5핀 SCK커넥터로 연결된다.
토치 스위치와 전류 컨트롤은 페달에, 최대 전류 제한과 베이스 전류 컨트롤은 리모컨에 있는 구조.
저항값을 측정하여 임시로 대략적인 눈금을 표시. 나중에 레이저 마킹을 할 생각이다.
페달을 통한 전류 컨트롤 테스트.
급격한 페달 조작 시 벨트 미끄러짐이 있을 수 있고 발로 페달을 정밀하게 조작해야 하는 것에 적응을 해야 하지만 일단 잘 동작된다.
이로써 300GHR 용접기에 전류 컨트롤이 생겨 업다운 슬로프와 크레이터 조작을 할 수 있게 되었다.
'정비공구 > 용접' 카테고리의 다른 글
| [장비관련자료] HITACHI 300GHR 수냉장치 추가 및 용접용 냉각수에 관한 고찰 (0) | 2020.04.30 |
|---|---|
| [장비관련자료] JASIC TIG 200P W212 (0) | 2020.03.25 |
| [장비관련자료] 효성 Z-PULSE 351 펄스 미그 용접기 (2) | 2020.03.05 |
| [장비관련자료] HITACHI Inverter TIG 200NPII (0) | 2020.02.06 |
| [장비관련자료] Hypertherm Powermax 30 플라즈마 커터 (0) | 2020.02.01 |





댓글 영역